Здрасте, товарищи БиЭмДаблЮводы! Витя попросил зарегистрироваться, вот я и зарегистрировался. Дядьки, сразу скажу: я не профессионал. В том смысле, что на сварщика не учился, теоретической подготовки не имею, поэтому буквально до сегодняшнего дня свято верил, что регулирую силу тока, а не напряжение, пока тут справедливо не поправили : ) Всвязи с чем на истину не претендую, но некоторым практическим опытом поделиться могу.
Руководствуясь правилом "раз такой умный, то покажи свои деньги", выкладываю пару картинок своих недавних трудов:
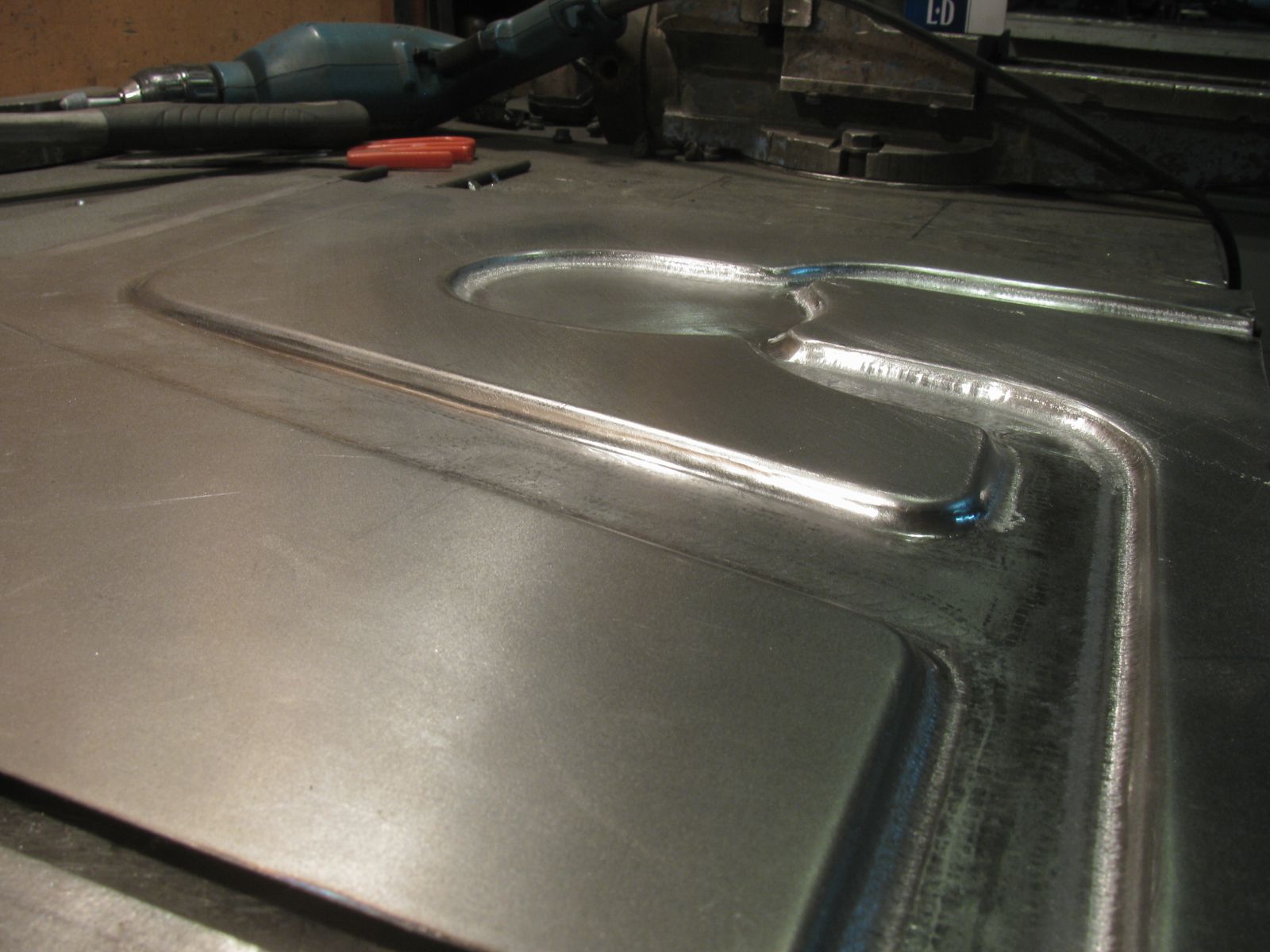
Фрагмент пола на древнем Бьюике:




Нижняя часть крыла на нем же:




Сталь 0,8 - 1.1 мм., варится встык с помощью олдскульного

трансформаторного Kemppi Kempomat 2100 + сварочная смесь. Из регулировок - не привязанные друг к другу подача проволоки и
ток напряжение. Финны посчитали, что этого достаточно, и я с ними согласен, мне их хватает для сварки жестянок от примерно 0,6 (штампованные кузовные элементы в местах наибольшей вытяжки) до 10+ мм., но в последнем случае вместо проволоки 0,8 я ставил 1,2.
Теперь по делу. Ощутимой разницы между 0,6 и 0,8 не будет. Разной проволоки я тоже перевел предостаточно, и тоже без ощутимых различий, что фирменная, что китайская. Куда важнее чистота торцов свариваемых деталей и минимальный зазор между ними. Любая какуля в виде остатков грунта или антикора даст либо непровар, либо закипит и вынесет расплавленный металл из зоны сварки, образовав дырку. Далее, тонкая жестянка с ходу сплошным швом не варится. Как видно на фото сверху, сначала детали прихватываются точками с шагом условно в 15 - 25 мм., далее эти промежутки тоже делятся точками с таким расчетом, чтобы между соседними точками было расстояние ровно на еще одну точку. Далее все точки подчищаются почти заподлицо с поверхностью, и стык проваривается окончательно. Если на последнем этапе пренебречь промежуточной зачисткой и залить оставшиеся промежутки точками, стык сильно покоробит. Очень важно поймать баланс по силе и продолжительности дуги! Кузовню толщиной 0,8 - 1,2 мм. я варю на пятой (а всего их десять) позиции регулировки тока. Если меньше - будут непровары, если больше - будет прожигать. Приводить какие-то условные величины - вольты и скорость подачи проволоки, полагаю, смысла нет: все очень индивидуально и зависит как от конкретного сварочного аппарата, так и от свариваемых деталей. Ну вот как-то так. Надеюсь, хоть что-то полезное изложил : ) Будут вопросы - постараюсь ответить.
